


以下是:东至53*1.5声测管厂家的产品参数
产品参数 产品价格 3.00/米 发货期限 1 供货总量 800000 运费说明 送货 最小起订 1 质量等级 1级 是否厂家 是 产品材质 Q195 产品品牌 鑫亿呈 产品规格 50/54/57 发货城市 河北 产品产地 河北 加工定制 深加工 产品型号 50-54-57 可售卖地 全国 产品重量 4公斤 产品颜色 黑色 质保时间 5年 外形尺寸 圆形 适用领域 桥梁,桩基 是否进口 否 质量认证 已认证 产品功率 500 工作温度 25 东至53*1.5声测管厂家,鑫亿呈钢管有限公司为您提供东至53*1.5声测管厂家产品案例,联系人:刘经理,电话:18833761560、18833761560,QQ:18833761560,发货地:新华区发货到甘肃省 庆阳市 西峰区、庆城县、环县、华池县、合水县、正宁县、宁县、镇原县。 甘肃省,庆阳市 2022年,庆阳市实现地区生产总值1022.26亿元,分产业看,产业增加值124.83亿元,第二产业增加值551.94亿元,第三产业增加值345.49亿元。三次产业结构比为12.2:54.0∶33.8。按常住人口计算,全年人均地区生产总值47351元。
为了让您更好地体验东至53*1.5声测管厂家产品的卓越性能,我们特意制作了产品视频。视频内容丰富,展示了产品的每一个细节和特性。
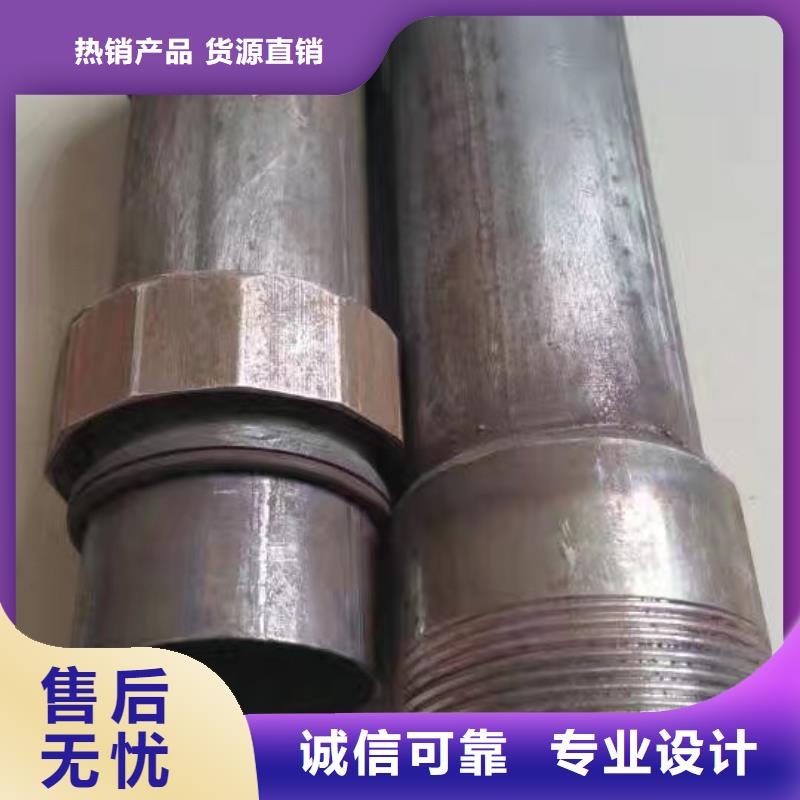
以下是:东至53*1.5声测管厂家的图文介绍甘肃庆阳声测管甘肃庆阳声测管的详细介绍
厂家新品实力优品
甘肃庆阳声测管对焊接质量有哪些要求:分析甘肃庆阳声测管厂家在生产中对焊接质量有什么要求:1 输入热量因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:N = Ep·Ip式中 N——输出功率,kW;Ep——屏压,kV;Ip——屏流,A〔1〕当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。甘肃庆阳声测管厂家在生产中对焊接质量有什么要求?2 焊接压力焊接压力是焊接工艺的主要参数之一,管坯的两边缘加热到焊接温度后,在挤压力作用下形成共同的金属晶粒即相互结晶而产生焊接。焊接压力的大小影响着焊缝的强度和韧性。若所施加的焊接压力小,使金属焊接边缘不能充分压合,焊缝中残留的非金属夹杂物因压力小不易排出,焊缝强度降低,受力后易开裂;压力过大时,达到焊接温度的金属大部分被挤出,不但降低焊缝强度,而且产生内外毛刺过大或搭焊等缺陷。因此应根据不同的品种规格在实际中求得与之相适应的焊接压力。根据实践经验单位焊接压力一般为20~40MPa。由于甘肃庆阳声测管管坯宽度及厚度可能存在的公差,以及焊接温度和焊接速度的波动,都有可能涉及到焊接挤压力的变化。焊接挤压量一般通过调整挤压辊之间的距离进行控制,也可以用挤压辊前后管筒周差来控制。3 焊接速度焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在甘肃庆阳声测管厂家时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。因此在甘肃庆阳声测管厂家时,应在机组的机械设备和焊接装置所允许的速度下,根据不同规格品种选择合适的焊速。4 开口角开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊接质量的影响很大。甘肃庆阳鑫亿呈钢管有限公司坚持创新、诚信守约,是甘肃庆阳市级科技创新示范企业并连续多年被评为信用企业和消费者满意单位,目前已与国内外多家客户建立了长期合作关系,成为他们在中国的优质 声测管,注浆管,冷却管,沉降板供应商. “实力铸就品牌,诚信谛造未来”,精心做事,诚信待人,欢迎广大客户随时拨打全国统一客服热线,我们期待与您合作,共创美好明天。
鑫亿呈钢管有限公司
东至53*1.5声测管厂家_鑫亿呈钢管有限公司,固定电话:18833761560,移动电话:18833761560,联系人:刘经理,QQ:18833761560,新华区 发货到 甘肃省庆阳市。














